Engineered for high-volume injection molding, tight tolerances, and exceptional surface finishes. Custom optimized for Northern Italy's advanced manufacturing hubs.
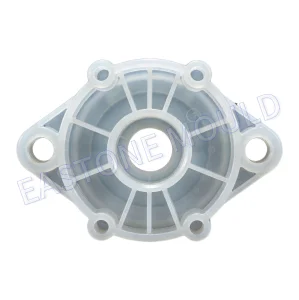

The demand for micro-precision electronic connectors within Italy's industrial framework has reached an all-time high. With Lombardy, Emilia-Romagna, and Piedmont serving as the dynamic pulse points for European automotive innovation (such as EV wire harness structures in the Motor Valley) and state-of-the-art industrial automation, having an elite tooling manufacturing partner is essential.
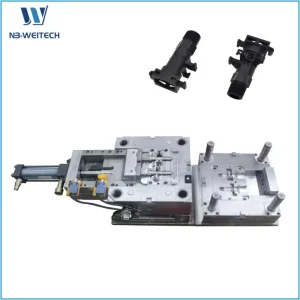
At Suzhou Ohio Machinery Co., Ltd., we fuse high-grade imported tooling steels, German-spec CNC machining accuracy, and advanced scientific molding strategies to engineer multi-cavity electronic connector molds. We satisfy the stringent quality mandates required by Italian Tier-1 automotive integrators, industrial automation OEMs, and high-performance smart grid developers.
Bridging Chinese high-efficiency production capacities with advanced European engineering standards to solve complex injection molding micro-mechanics.
Before steel is cut, we run intensive fluid dynamic, thermal shrinkage, and fiber orientation simulations. This ensures zero weld lines and absolute structural integrity at thin-walled partitions (down to 0.3mm).
Utilizing high-end Swedish and German tool steel grades (e.g., ASSAB Stavax, Buderus 2343) subjected to Electroslag Remelting (ESR). This provides supreme polishability, wear resistance, and high heat dissipation.
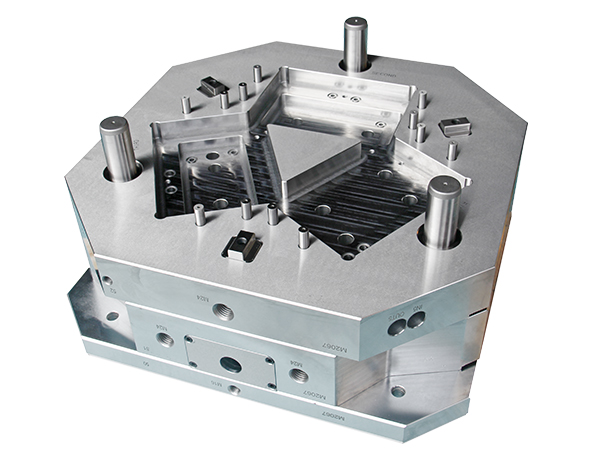
Precision execution using Makino CNC, Sodick Wire EDM, and high-speed graphite milling centers. Sub-micron accuracy ensures that complex inserts are perfectly interchangeable without hand-fitting.
Integrating globally recognized hot runner brands (Mold-Masters, Yudo, Husky) with custom pin-point gating. This ensures zero waste runners, reduces cycle times by 30%, and supports regional green factory goals in Italy.
Providing the critical "Information Gain" that purchasing and tooling engineers require during the international vendor selection phase.
Located in Suzhou, the industrial and technological heart of China. This placement provides us with direct access to unmatched domestic metallurgical ecosystems, fast shipping routes via Shanghai port, and rapid raw material mobilization.
We combine optimized manufacturing overhead structures with rigorous European design standards. This dynamic enables Italian enterprises to acquire high-cavity, long-life injection tooling at up to 40% cost reduction compared to domestic EU tooling shops.
Transparency from Day 1. We supply comprehensive Design for Manufacturing (DFM) documentation. This includes detailed draft analysis, gate positioning calculations, filling simulations, and direct alignment with your in-house engineering team.
An overview of our standard engineering and manufacturing specifications applied to all electronic connector mold projects exported to Italy and the EU:
PA66 + 30%GF, PBT + 30%GF, LCP, PEEK, ABS, PC, PC-ABS, PP, PPS (Flame Retardant UL94-V0 compliance).
1.2343 ESR, 1.2344 ESR, S136 (HRC 48-52), NAK80, H13, DAC55, High-Conductivity Beryllium Copper inserts for thermal hotspots.
High-Speed CNC Milling: ±0.002mm | Sodick Wire EDM: ±0.003mm | Surface roughness: Up to SPI A-1 Mirror Finish.
True engineering excellence is built on systematic transparency. Explore our precision manufacturing, quality control, assembly, and engineering departments located in Suzhou.











Explore our complete manufacturing spectrum, developed and optimized to align with European electrical, industrial, and automotive standards.









Direct technical answers addressing the most common concerns of procurement, tooling, and design engineers sourcing from China to Italy.
For high-cycle automotive electronic connectors (often requiring over 1 million cycles), we strictly recommend high-quality imported steels such as S136, Buderus 1.2343 ESR, or ASSAB Stavax hardened to HRC 48-52. In sections of the mold with thin-walled cores that experience localized high temperatures, we integrate beryllium copper (CuBe) inserts to maximize heat dissipation, which maintains dimension stability and avoids heat-induced stress cracks.
We achieve micro-level precision through an integrated manufacturing setup. Our factory in Suzhou utilizes Japanese Sodick Wire EDM machines and Makino High-Speed CNC centers. This high-grade machinery ensures that the core and cavity inserts have tolerances held within ±0.002mm to ±0.003mm. All electrodes are checked via coordinate measuring machines (CMM) before machining, ensuring sub-micron accuracy for multi-cavity alignment.
Yes, absolutely. We source premium engineering resins (such as PA66+GF30, PBT, LCP, PEEK) from globally recognized suppliers, ensuring every batch has full certificate traceabilities (REACH, RoHS, UL94-V0 flammability ratings). Full material cert sheets and steel mill certificates are bundled with our complete documentation pack during the tooling sign-off process.
Typically, the complete mold design, DFM analysis, and tooling fabrication cycle takes 35 to 45 days for a high-cavitation connector mold. Upon successful T1 sample approval at our facility, we package the mold in heavy-duty sea-freight wooden boxes. Shipping transit times to major Italian hubs (Milan, Turin, Genoa) range from 30 to 35 days via sea freight, or 5 to 7 days via express air freight for urgent project timelines.


